









Water Supply Equipment
Contact Us
Contact Us
产品详细
Condensate recovery
1. Product Introduction
Condensation water is high-quality water, and it contains a lot of heat energy, so the recovery of condensate water in the steam heating system is one of the important measures for energy saving. If the high-temperature water is pumped directly by the pump, the negative pressure formed in front of the pump will vaporize the condensed water, causing cavitation. In severe cases, it will burst due to the sudden expansion of the gas volume and damage the pump. Therefore, traditional condensed water is mixed with untreated cold water, which deteriorates the water quality, and water treatment must be carried out again. Not only waste energy, but also increase daily water consumption and water treatment costs. The condensate recovery device is designed with cavitation elimination measures to ensure that the pump directly pumps high-temperature condensate without cavitation. The condensate recovery device can be widely used in industries such as chemical industry, light power, food, textile, rubber, metallurgy, electricity, machinery and catering, hospitals, shopping malls, hotels, office buildings, civil buildings, etc. all use steam as production, heating, air conditioning A system of heat sources such as domestic hot water.
Condensate recovery unit is used for the recovery of condensate produced in various steam-water heat exchangers or production processes. Condensate water is high-quality water, and it contains a lot of heat energy, so the recovery of condensate water in the steam heating system is one of the important measures for energy saving.
2. Features
If high temperature water is directly pumped, the negative pressure formed in front of the pump will vaporize the condensed water and cause cavitation. In severe cases, bursting occurs due to the sudden expansion of the gas volume, damaging the pump. Therefore, the traditional condensate recovery method is to cool it down and then pump it. In this way, the large amount of heat energy contained in the condensed water cannot be used, and because the condensed water is mixed with untreated cold water, the water quality is deteriorated, and water treatment must be performed again. The condensate recovery device is designed with cavitation elimination measures to ensure that the pump directly pumps high-temperature condensate without cavitation.

3. Working principle
It solves the cavitation of the water pump through the pressure regulating device, cavitation elimination device and special water pump in the tank, thereby achieving the completely closed recovery of high temperature condensate and high energy secondary steam, reducing the volume of the water collection volume. An automatic control system is used to allow condensate to be recovered in time, which minimizes energy waste, eliminates oxygen corrosion, and eliminates secondary steam.
4. Composition
The condensate recovery unit is composed of steam and water injection and mixing device, filtration and decontamination device, residual steam reuse device, steam and water flow conversion device, built-in anti-cavitation device, water collector, OMRON high-sensitivity liquid level transmission sensor, electric control box , High temperature and high pressure condensate recovery pump and other components.
5. Main features
The closed condensate recovery equipment is a new type of high-efficiency energy-saving and environmental protection equipment, which is superior to similar products on the market, and has the following characteristics compared with other products of the same type:
1. Energy saving and consumption reduction, reducing operating costs
Closed condensate water recovery equipment reduces secondary flash steam and water leakage, so that condensate and heat energy can be fully recycled, raising the boiler feed water temperature, increasing the system thermal efficiency by more than 25%, and achieving 20% fuel savings and 90% Soften water; reduce water treatment equipment investment and operating costs; use frequency conversion / pressure reduction technology to greatly reduce the operating electricity cost of the machine.
2. High degree of automation, suitable for working conditions
Mechatronic design, using OMRON high-sensitivity liquid level sensor control, automatic pressure regulation, automatic alarm, dual pump automatic switching and other technical measures, forming a multi-function automatic control, which can realize automatic water replenishment, without manual duty, to ensure equipment Safe, reliable and stable automatic operation under severe working conditions such as high temperature and humidity.
3. Energy saving and environmental protection, improving environmental quality
The use of closed condensate water recovery equipment reduces the amount of heat and noise pollution and flue gas pollutants, dust, SO2, NOX and other emissions that are neatly discharged twice, reducing environmental pollution; at the same time improving water conditions and ensuring water delivery Unblocked.
4. Anti-cavitation, longer equipment and pipeline life
(1) The application of multiple technologies such as "circular strong pumping" and "jet boost" can effectively avoid water accumulation, eliminate the cavitation phenomenon of the recovery pump, and greatly increase the service life of the equipment;
(2) The imported high-temperature and high-pressure multi-stage water pump is adopted, with special structure design for anti-cavitation, and the maximum temperature resistance is 220 ℃;
(3) The use of frequency conversion / voltage reduction technology greatly reduces the operating electricity cost of the machine, more effectively reduces the wear of the equipment, and extends the overall service life of the equipment;
(4) The pneumatic three-way valve is used to open stably, and can greatly reduce the impact of water when replenishing water, and at the same time ensure that the water quality equipment is completely sealed, eliminating the pollution of condensed water by oxygen and carbon dioxide and other water-soluble corrosive gases, and eliminating oxygen corrosion , To maintain good water quality of condensate and extend the service life of equipment and pipelines.
5. The whole machine is easy to install and adaptable
The whole machine is composed of one piece, compact design, compact structure, small space occupation, combined steel structure base, easy installation and maintenance, low failure rate; not only suitable for new enterprises, but also suitable for technical transformation of old enterprises.
6. Scope of application
The condensate water collector is the key equipment of the steam condensate water recovery system, which can be widely used in paper, chemical, food, pharmaceutical, grain and oil processing, rubber, cotton spinning, printing and dyeing, wood industry and other industries with steam heating systems. Closed condensate recovery can also be used for steam condensate recovery in hotels, hospitals and civil buildings. It can conveniently and effectively change the condensate generated by the steam indirect heat exchange system to closed recovery, which is a conventional traditional open recovery condensate Renewal of water tank products.
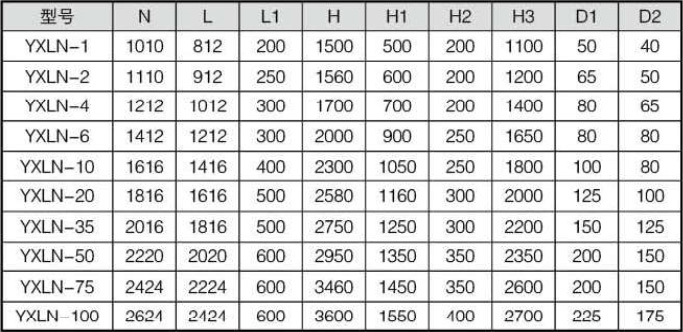
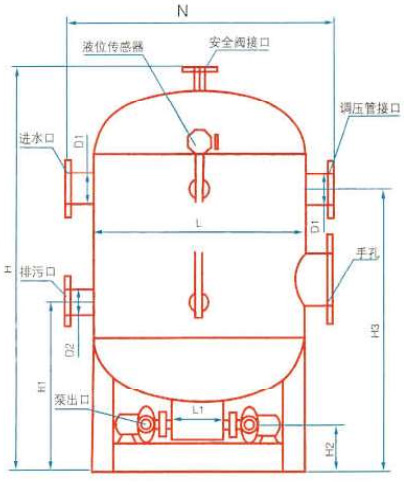
7. Installation dimension table
ONLINE / MESSAGES
Tel:0534-2580018
E-Mail:1133231096@163.com
版权信息
CopyRight © 2020 Youxin Group ICP: 鲁ICP备18012254号-1 Powered by www.300.cn